




24 hours services in your doorstep. Call - +91 6291668065
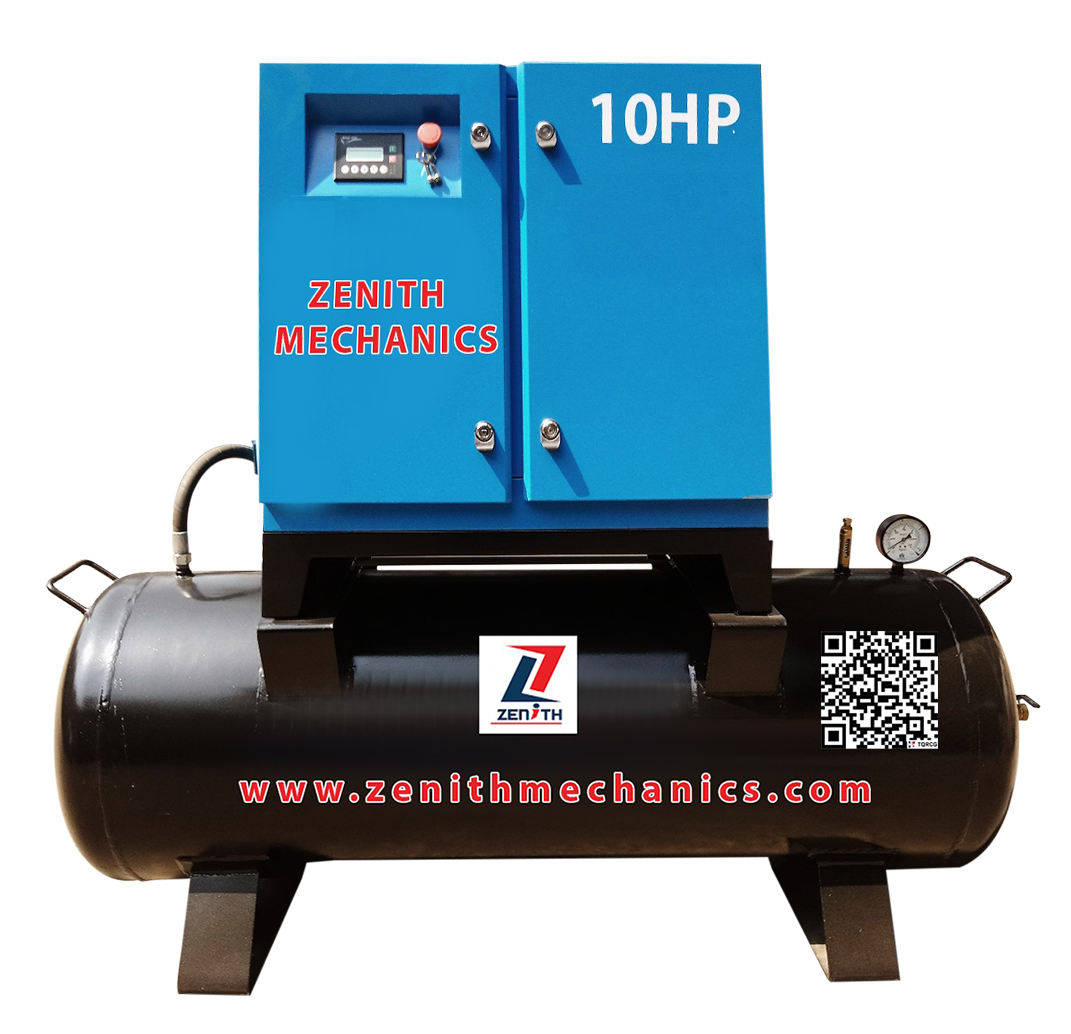
Screw Compressor
. Zenith Mechanics permanent magnet VSD Screw Air Compressor is trending in the industry because of its energy saving and high efficiency! It can directly bring the electricity cost down by 20% to 40%. The compressor delivers only the required air flow and consumes required only. When air consumption is low, the air compressor will automatically run at lowest speed and save much energy.



Zenith Mechanics permanent magnet VSD Screw Air Compressor is trending in the industry because of its energy saving and high efficiency! it can directly bring the electricity cost down by 20% to 40%. The compressor delivers only the required air flow and consumes required only. When air consumption is low, the air compressor will automatically run at lowest speed and save much energy.
Zenith Mechanics permanent magnet VSD Screw Air Compressor is trending in the industry because of its energy saving and high efficiency! it can directly bring the electricity cost down by 20% to 40%. The compressor delivers only the required air flow and consumes required only. When air consumption is low, the air compressor will automatically run at lowest speed and save much energy.
Zenith Mechanics permanent magnet VSD Screw Air Compressor is trending in the industry because of its energy saving and high efficiency! It can directly bring the electricity cost down by 20% to 40%. The compressor delivers only the required air flow and consumes required only. When air consumption is low, the air compressor will automatically run at lowest speed and save much energy.

Zenith Mechanics permanent magnet VSD Screw Air Compressor is trending in the industry because of its energy saving and high efficiency! it can directly bring the electricity cost down by 20% to 40%. The compressor delivers only the required air flow and consumes required only. When air consumption is low, the air compressor will automatically run at lowest speed and save much energy.
Dry Air Generator is a Combo Pack with Air Compressor, Compressed Air Filters, Refrigerated Type Air Dryer and Desiccant Type Air Dryer designed for absorbing moisture from compressed air. This system will achieve ISO 8573: high quality of class – 1 air. This is an essential device used in various industrial applications specially for transformer testing purposes. It is mostly used in the electrical power industry.






